甄选:保障产品质量【PE燃气管】 MPP塑钢复合管海量库存
更新时间:2025-05-25 19:22:47
Tags: PE燃气管


我们的PE燃气管视频现已上线,产品魅力难挡,视频揭晓全貌,速来围观!
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 颜色 | 黑色橙条 |
| 口径 | 20-630 |
| 原料 | 北欧化工3490 |
| 外观 | 直管 |
| 定长 | 6/9/12 |
| 压力 | 1.0MPA |
| 连接方式 | 热熔对接 |
| 敷设方法 | 埋地 |
| 应用领域 | 燃气工程 |
| 规格 | SDR17.6/SDR11 |

PE燃气管,今日News【聊城润星电力管材有限公司(萍乡分公司)w2925437581948-3】专业生产销售PE燃气管、oeAWM9vlH厂家直销,品质有保证,联系人:王经理-18762195566,QQ:292543758,地址:塑料管材产业园。

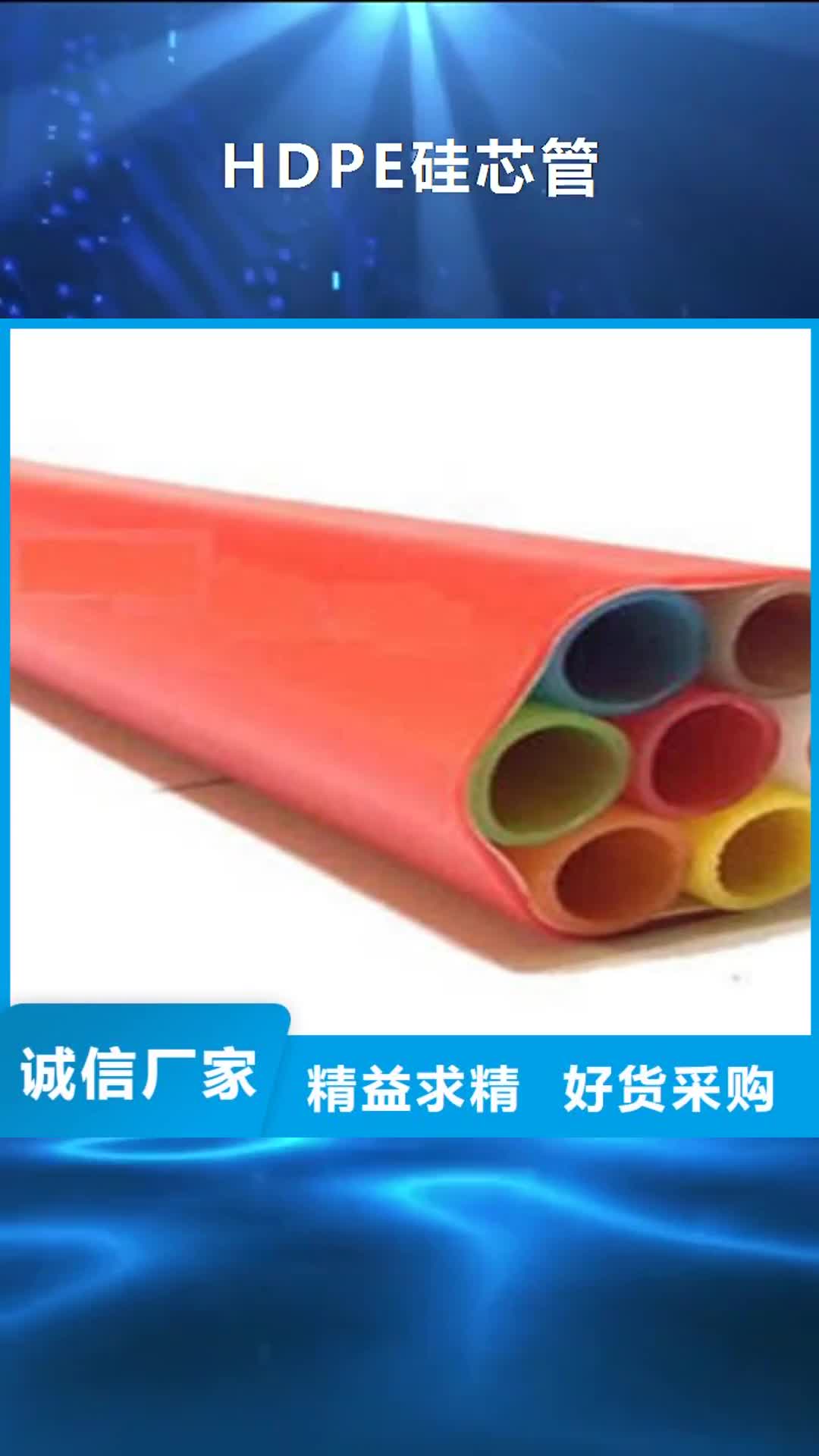
80℃静液压强度(环向应力80℃,80℃静液压强度(环向应力80℃,耐慢速裂纹增长(80℃,0.8MPa,根据管理办法的规定,天然气管道安装标准是要求室内安装的天然气管道阀门必须接燃气灶或堵死,但可以要求安装一个阀门的接头!按照天然气管道安装标准规定,燃气管道垂直交叉敷设时,大管应放在小管外侧;燃气管道与其他管道平行、交叉敷设时,应保持一定的间距,其间距应符合现行 标准GB50028的规定。在户内不可以安在地下,户内引入管有老化、泄漏等现象,时间长了需要维修更换。在城市内要求深挖3米,放置于道路两旁地下,而且只要外层管质量有保障,放海底也没问题。天然气属于易燃易爆气体,如果发生管道断裂或管道焊缝密封不严泄露天然气。那后果不堪设想,出于考虑应做管沟,或将其埋入地下。根据 天然气管道的安装设计验收规范中,Φ40以上口径主管道应离分支管道在5OCM。 PE燃气管材是作为传统的钢铁管材的换代产品。大家都知道燃气管必须承受一定的压力,这样就需要选用分子量大、机械性能较好的PE树脂。PE燃气管材有着即经济有可靠的性能,正不断的赢得大家的好评。PE燃气管材系统之间采用电热熔方式连接,接头的强度高于管道本体强度。PE燃气管材的低温脆化温度极低,可在-60-60℃温度范围内使用。冬季施工时,因材料抗冲击性好,不会发生管子脆裂。PE燃气管材具有低的缺口敏感性、高的剪切强度和优异的抗刮痕能力,耐环境应力开裂性能也非常突出。PE燃气管材可耐多种化学介质的腐蚀,土壤中存在的化学物质不会对管道造成任何降解作用。聚乙烯是电的绝缘体,因此不会发生腐烂、生锈或电化学腐蚀现象。 此外它也不会促进藻类、细菌或真菌生长。PE燃气管材中含有2-2.5%的均匀分布的碳黑的聚乙烯管道能够在室外露天存放或使用50年,不会因遭受紫外线辐射而损害。PE燃气管材的柔性使得它容易弯曲,工程上可通过改变管道走向的方式绕过障碍物,在许多场合,管道的柔性能够减少管件用量并降低安装费用。PE燃气管材具有光滑的内表面,其曼宁系数为0.009。光滑的表现和非粘附特性保证PE燃气管材具有较传统管材更高的输送能力,同时也降低了管路的压力损失和输水能耗。想必大家对PE燃气管各方面都有一定的了解了,还有一些比较深入的问题需要跟大家讨论一下,今天的内容是有关PE燃气管的机械连接,希望大家可以认真看一下。机械连接包括卡箍式连接和卡压式连接两种。

我公司部分HDPE燃气管检测设备 XYZ型哑铃型制样机 XYZ型哑铃型制样机用于非金属材料的拉伸试验中哑铃型试样的制备,试样完全符合GB/T8804.1、GB/T8804.2、GB/T8804.3标准规定的管材拉伸试样及GB/T1040标准规定的I型和II型试样规定的各项尺寸和技术要求,该制样机制样效率高,试样尺寸准确,并配有切削碎屑吸收装置。 适用试样厚度:1—45mm WDW系列机控制电子拉力试验机 WDW系列机控制电子 试验机适用于橡胶、各种塑料的异型材、管材、板材、片材、薄膜、电线电缆、防水材料、金属丝等拉伸、压缩、弯曲、环钢度、环柔性(扁平)、剥离、环拉伸(环径向拉力)、撕裂等机械性能的力学试验。 WDW系列机控制电子 试验机是精密级单臂试验机,采用单片机和PC机分布控制系统,具有PC机控制的操作平台,通过Windows98、Windows2000或WindowsXP中文操作界面,在试验过程中时实显示试验的即时力值、位移值、断裂值、 力值的峰值保持、自动停车、并能动态地时实绘制拉伸位移量与拉伸力值(压缩位移量与压缩力值)的曲线等功能,自动进行试验数据的记录及数据的后期处理,可自动打印试验报告,实现历史存盘,以便今后随时查询以前的试验数据,进行各种试验数据的对比研究。 WDW系列机控制电子 试验机完全符合GB/T16491、GB/T1040、GB/T8804.1、GB/T8804.2、GB/T1041、GB/T9341、GB/T8808、GB/T18477、GB/T583、GB13022等标准的规定,操作方便、设计合理、结构简单等特点,在同类机型中具有优良的性能价格比。 HDPE燃气管管件技术参数: 精度等级;1级 测力精度:1N 速度精度:示值的±1% 试验速度:0.5mm/min-500mm/min 14个档位速度(有特殊要求时请说明) 测力范围:50N、100N、200N、500N、1000N、2000N、5000N 电 源:220 AC50Hz XGY系列管材静液压、 试验机 XGY系列管材静液压、 试验机采用当今北欧 进的无气式液压原理,控制部分采用日本三菱原装产品--PLC进行数字及号控制方式,系统操作部分采用日本富士原装产品--具有人机对话功能的触摸屏,并且随机配置打印机,打印各种试验数据。该机设计制造借鉴国际同类产品的先进技术和元件,具有很高的性能价格比。它完全可以替代进口,为我国的各级化学建材检测行业、产检所及热固性和热塑性塑料管材生产厂家提供具有先进水平的国产化检测仪器,该机采用PLC进行数字及号控制方式是该机型的一次技术性跨越。产品符合ISO1167、GB/T6111、GB/T15560、ASTM D1598标准的要求。介质恒温箱具有防爆设计, 后自动排水,排气功能,有效的保证设备和试验人员的。

结晶态、高弹态和粘流态。聚乙烯管道就是在一定条件下,这三态相互转换来实现焊接的。聚乙烯的焊接过程:常温下聚乙烯处于结晶态,高分子链不能移动,管材之间或管材与管件之间无法实现焊接。当温度升高到熔点时,在管材或管件端面一定区域内,聚乙烯处于高弹态,在这个区域内链段能运动,但高分子整链不能运动,不能焊接。当温度升高到粘流态温度时,聚乙烯管材或管件端面一定区域内处于粘流态,即熔融层。此时熔融层内的高分子热运动能量加大,分子链间空隙体积加大,在外力地作用下,两个熔融层紧紧地挤压在一起,两个熔融层中的部分高分子整链在压力的作用下,克服分子间力和分子间相互缠结作用,打开结点,沿受力方向通过分子间的孔穴跃迁到对面的熔融层的空隙中。 并与对面熔融层中的部分高分子发生缠结作用。这样通过两个熔融层中部分高分子相互移动,使两个熔融层内的高分子很好地融合在一起。随着温度的降低熔融层逐渐转变为高弹态,并在熔点下开始重新结晶,直至常温下形成结晶态而完成焊接。温度对结晶的速度影响很大,当温度较低时,晶体形成数量多,但都很小,这时产生的焊接区域强度低。当缓慢冷却时,聚合物中的晶体既多又大,焊接区域强度大。所以为保证焊接区域强度,只能采取自然冷却的方法,而不能采取任何水冷,风冷等强制冷却手段。而管材和管件属于强制冷却,因此理论上焊接区域的强度要高于管材或管件本身的强度。外力是实现焊接的必要条件,如果没有外力,粘流态下的高分子就不能克服分子间力和分子间的相互缠结作用而进行移动。 也就无法实现焊接。电熔焊接的原理是相同的,只不过实现焊接的力是管件与管材内外表熔面熔化形成熔融层时产生的熔胀力。2.2热熔对接在操作方面的要点: ,温度,压力,时间是焊接的主要工艺参数,加热温度一般设定在190°C到230°C之间,温度过高或过低都将形成虚焊。第二,预热时压力不要过高,稍有点压力即可,如果压力设定较高,熔融层都被挤翻出来,端面没有熔融层将无法实现焊接。第三,保压阶段一定要有,而且要有一定的保压压力和保压时间。这个阶段在施工中经常会被省略,这将严重影响焊接质量。第四,冷却阶段一定要自然冷却,不能采取强制冷却手段。第五,焊口焊好后, 24小时后才能进行拖拉,如果特殊情况也要等焊口处温度完全自然冷却到室温才能进行拖拉。




大家都爱看